جزوه میکروبیولوژی صنعتی
دانلود جزوه
صنایع غذایی کتاب میکروبیولوژی صنعتی مایکل جی دکتر شجاع الساداتی دکتر مرتضوی کروگر ﺩﺍﻧﺸﮕﺎﻩ ﻓﺮﺩﻭﺳﻲ ﻣﺸﻬﺪ استاد سجاد یزدان دکتر پذیر
میکروبها ابزارها ی کارآمد : ❖ )( )( : : میکروارگانیسم ه ای به دست آمده از ارتفاعات زیاد، مناطق سردسیر، آب دریا، اعماق د ریا، بیابانها، چشمه های آب گرم و زمینه ای نفت خیز، در دست هستند. بسته به منشأ مای ۀ تلقی ح و روش غن ی سا زی، گروهها ی ویژ ه ای از میکروارگانیس م ها را می توان جدا کرد. مثلاً میکرومنوسپورا، استرپتوسپورانژیوم و اکتینوپلانها را از آب دریا و آب شیر ین، ترمواکتنومایسس و ترمومنوسپورا از کود گیاهی و اکتینوپلانها از آب نمک قابل جداسا زی هستند.
رو ش عی نی: نمونه گیر ی از مناطق خاص ی که امکان وجود ارگانیسم با خصوصیا ت مطلوب در آنجا زیا د است صورت می گیرد. در این مورد، نمونه برداری از منطقه ای که امکان دارد این محصول در آن وجود داشته باشد صورت میگیرد و سپس بهترین میکروب گزینش می شود. به عنوان مثال آنزیم لیپاز )تجزیه کننده چربی است(را می توان در فاضلابهای کارخانه های تولید کننده روغن جستجو کرد؛ زیرا میکروبهایی که در فاضلاب روغنی قادر به زندگی هستند، می توانند با شکستن انواع مواد چربی، مواد غذایی خود را تهیه و استفاده کنند. در نتیجه می توان برای جداسازی میکروبی با قدرت تولید بالای آنزیم لیپاز ، به فاضلاب کارخانه های روغنی مراجعه نمود.
فرآیند ایزولاسیون به صورت کشت خالص ر وی م حیط کشت جامد صورت میگیرد. سپس عمل گزینش برا ی دستیابی به خصوصیات مطلوب، و تولید محصول مورد نظر صورت می گیرد. )در ا ین مرحله میزا ن فعالیت یا غلظت محصول مورد نظر به تنهایی مورد توجه نیست(. ایزوله های انتخاب شده باید برای صفات مشخصه مهم دیگر مثل پایداری و در موارد لازم عدم سمیت گزینش شوند.
پس از گزینش، س ویه مناسب در کلکسیون میکروبی نگهداری می شود. کلکسیون ها مجموعه های جداگانه ای از باکتریها، مخمرها، قارچه ای رشته ای یا جلبکهایی هستند که دارای اهمیت صنعتی یا پزشکی هستند.
گزین ش برا ی متابول یته ا ی جدی د
تعداد متابولیتهای اولیه و ثان وی که توسط میکروارگانیسمها تولید می شوند، بسیار زیاد است .یافتن ترکیبات متابولیکی جدید و جالب توجه قطعاً به روشهای آزمایش به کار برده شده و میکروارگانیسمها ی مورد آزما یش، بستگی دارد.
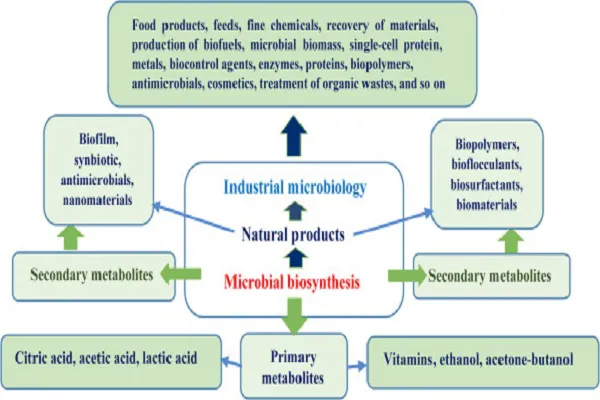
متابولیتهای اولیه و ثانو ی ه
متابولیت اولیه: ترکیباتی هستند که بر ای رشد میکروبها اساسی و ضرور ی بوده وبعنوان فرآورد ههای نهای ی و ی ا مواد حدواسط )در مرحله لگاریتمی( تولید میشوند. وجود این ترکیبات برای رشد و تکثیر سلول میکروبی حیاتی است مثل قندها – آمینو اسیدها – ویتامینها – نوکلوئیدها – برخ ی اسیدهای آلی و الکله
دانلود رایگان جزوه میکروبیولوژی صنعتی
متابولیت ثانویه: بر ای رشد میکروب ضرو ری نیستند و ا ین ترکیبات در مرحله سکون از چرخه رشد تولید م یشوند، همچنین دار ای وزن ملکولی کم هستند )نظیر آنتی بیوتیکها (
بالوک در 1961 اصلاح متابولیت ثانوی را از فیزیولو ژی گیاهی اقتباس کرد و آن را در میکروبیولوژی به کار برد. در حالی که متابولیتهای اولیه بر ای زندگی و تولید مثل سلولها ضروری هستند و متابولیسم اولیه در تمام میکروارگانیسمه ا بطور مشاب هی عمل می کند، اما موارد ذیل، در مورد متابولیت ثانوی، صادق است:
1. هر متابولیت ثانویه، فقط توسط تعداد جزوه میکروبیولوژی صنعتی ی از میکروارگانیسمها، تولید می شود.
2. متابولیتهای ثانویه، ظاهراً برا ی رشد و تولید مثل، ضرو ری نیستند.
3. تشکیل آنها، بشدت به شرایط م حیطی وابسته است.
4. بعضی از متابولیتهای ثانویه به صورت گرو هی از ترکیبات دار ای ساختمان مشابه هم تولید می شوند، به عنوان مثال ،یکی از نژادهای استرپتومایس، آنتراسیکلی ن مختلف، تولید می کند.
5. بعضی از ارگانیسمها، گروهه ای متفاوت و متنوعی از ترکیبات را به عنوان متابولیتهای ثان ویه، تولید می کنند.
6. تنظیم بیوسنتز متابولیتهای ثانو یه بطور قابل ملاحظه ای با متابولیتهای اولیه، تفاوت دارد.
7. بعید به نظر م ی رسد، تغییرا ت ژنتیکی که منجر به اصلاح متابولیتهای ثانویه می شوند، تأثی ر عمده ا ی ر وی فعالیتطبیعی سلول داشته باشند .
8. میزان تنوع متابولیتها ی تولید شده توسط جنسها ی مختلف به استثنا ی استرپتومیست ها، نسبتاً محدود است. بعنوان نمونه، نژاده ای باسیلوس، منحصراً آنتی بیوتیکه ای پپتیدی را تولید می کنند.
❖ تخمی ر
ریشه: کلمه لاتین Fever ب ه معنای جوشید ن
تخمیر از دیدگاه بیوشیمی: تولید انر ژی در فرایند کاتابولیسم قنده ا
تخمیر از دیدگاه بیوتکنولو ژ ی : هر فرایندی که در آن از کشت یک میکروارگانیسم برا ی تولید محصولی استفاده شود.
تار یخ تکنولوژ ی تخم یر:
سنتی: هزاران سال پیش
بررسی علم ی مبنای فرایند ه ای تخمیری: 150 سال پیش
1857 : کشفیات و عملکرد پاستور:
1. مبنای میکروبی فرایندهای تول ید آبجو و مشروب
2. مبنای میکروبی فساد مواد غذ ایی
3. توسعه فرایند استر یلیزاسیو ن
1883 : خالص سازی سوی ه تولید کننده ابجو
1913- : توسعه فرایند تولید استون بوتانول 1915 دهه 1920 : تولید اسید سیتر یک
دهه 1940 : تولید پنی سیلین دهه 1970 : تولید انتی بیوتی ک ها
20 سال اخیر: توسعه مهندسی ژنتیک
ترکی ب توان ای ی ها ی مهندسین و بیولوژیس ت ها: طرا حی فرا یندها ی بیولوژیک ی بررسی یک مثال تا ری خی )از کشف تا تولید انبوه پنی سیلین(:
کشف پنی سیلین در سال 1928 توسط الکساندر فلمینگ رها شدن ا ین کشف به مدت یک دهه
جنگ جهان ی دوم و نیا ز فوق العاده به یک ماده ضد میکرو بی قو ی
تولید پنی سیلین در مقیاس ازمایشگاهی برا ی آزم ایش رو ی حیوانات آزم ایشگا هی در دانشگاه اکسفورد از ط ریق:
1. توسعه روش اندازه گی ری مقدار پنی سیل ین تولید شده و اندازه گی ری سنتیک فراین د تخمیر
2. توسعه روش کشت اسا ن
3. توسعه روش ج دید بازیابی پنی سیلین
18 ماه بعد از شروع پروژه: تست موفقیت امیز پنی سیلین بر انسان:
1. پتانسیل بالای پنی سیلین در درما ن
2. نیاز به پنی سیلین در مقیاس با لا
3. لزوم ترکیب دانش های مهندسی و بیوتکنولو ژ ی
انتقال پروژه از بریتانیا به ایالات متحده که از جنگ دور بود و امکانات بیشتری داشت. استراتژی :
❖ تلاش بر ای سنتز شیمیایی پنی سیلین
❖ تولید پنی سیلین در مقیاس پایلوت بروش تخمیری
سال 1943 : شکست همه روشهای شیمیایی و تصمیم به تولید پنی سیلین به روش تخمیر ی در مقیاس بزر گ مشکلات عمده روش تخمیر در آن زمان:
✓ بازده بسیا ر پایین محصول 1 م یلی گرم در لیتر
✓ ناپایدا ری محصول
در حالیکه امروزه در تولید غلظت پنی سیلین 50 گرم در لیتر است.
نکات کلیدی که باعث به ثمر نشستن و پیشرفت میکروبیولوژی صنعتی در تولید پنی سیلین شد شامل :
✓ درک بهتر فیزیولوژ ی قارچ
✓ درک بهتر metabolic pathway
✓ شناسایی ساختار پنی سیلین
✓ توسعه روشه ای موتاسیون و و انتخاب میکروارگانیسم ق وی
✓ توسعه روشه ای کنترل فرایندهای تخمیری
✓ طراحی راکتوره ای تخمیری
پایه گذ ایی پا یه ه ای دانش مهندسی بیوپروسس در پایان پروژه پنی س یلین اتفاق افتاد.
❖ میکرو ارگانیسم های صنعتی و سیستم های تخمی ر خصوصیات میکروارگانیسم صنعت ی
بدون در نظر گرفتن منشاء یک میکروارگانیسم صنعتی، ا ین میکروارگانیسم ها ب اید شر ا یط زیر را داشته باشند:
1. ثبات ژنتیکی : عدم ثبات ژنتیکی باعث جهش و تغییر در میکروب شده در نتیجه میزان تولید تحت تاثیر قرار می گیرد وشاید ژن تولید را از دست بدهد.
2. تولید موثر فرآورده مورد نظر که مسیر بیوسنتز آن به خوبی شناخته شده باشد: با شناخته شدن مسیر کامل بیوسنتزی و تولید یک ماده، می توان با فراهم کردن کوتاهترین و سریعترین مسیر تولید، تولید را بالا برد.
3. عدم )ی ا در حد محدود( نیا ز به ویتامین ها و فاکتورها ی اضافی رشد: ویتامین ها و فاکتورهای رشد اغلب گران بوده و تامین آنها باعث افزایش قیمت محصول نهایی و کاهش سود دهی می شود.
4. انعطاف نسبت به دستکا ریه ای ژنتیکی : با دستکاریهای ژنتیکی میتوان تولید محصول را افزایش داد، چنانچه میکروارگانیسم از نظر دستکاری ژنتیکی منعطف نباشد نمیتوان تولید را در مقادیر زیاد افزایش داد.
5. ایمنی و بیماریزا نبودن و عدم تولید مواد سمی بجز در مواردی که این مواد فرآورده مورد نظر باشد : بیماریزا نبودن میکروب باعث سهولت کار و نیز سلامت محصول می شود.
6. استفاده از دامنه وسیعی از منابع کربن قابل دسترس و ارزان : استفاده از محیط کشت های گران و محدود، باعث افزایش بهای محصول شده و نیز تولید مقرون به صرفه نخواهد بود، در حالیکه میکروارگانیسم چناچه بتواند در محیط کشت ارزان و متنوع رشد و تولید محصول کند، باعث کاهش بهای محصول و نیز سود بیشتر می شود.
7. سهولت جداسازی میکروارگا نیسم ها از م حیط کشت تخمیر : بعد از تولید محصول، باید محصول از حجم بالای محیط کشت و میکرارگانیسم جدا شود تا قابلا استفاده شود، چنانچه این عمل به سختی و با روشهای گران قیمت صورت بگیرد باعث افزایش بهای محصول و نیز کاهش سود دهی خواهد شد.
8. تولید محصول بصورت خارج سلول میکروبی : چناتچه محصول در داخل میکروارگانیسم تولید شود و میکروب قادر به ترشح آن به بیرون از خود نباشد، باید سلول میکروبی با روشهای مختلف شکسته شود تا محصول آزاد شود. شکست سلول میکروبی باعث افزایش بهای محصول و مقرون به صرفه نبودن آن می شود.
9. سهولت شکسته شدن سلول میکروبی اگر فرآورده نهایی درون سلول ی باشد: چنانچه محصول در داخل سلول تولید شود، اگر شکسته شدن سلول میکروبی به سختی صورت گیرد ، تولید محصول توجیه اقتصادی نخواهد داشت.(
10. تولید کم محصولات جانبی به منظور سهولت خالص سا زی: چنانچه میکروب در حین تولید محصول مورد نظر ما ،محصولات و یا آنزیمهای دیگری را نیز تولید کند، این عمل باعث بروز مشکلاتی در خالص کردن محصول تولیدی می شود در نتیجه امکان دارد محصولی ناخالص بدست آید.
11. سلولهای میکروبی نباید حساس به تنش برشی بوده یا بیش از حد کف تولید نمایند: چناچه میکروارگانیسم در زمانتولید محصول در داخل فرمانتور، با چرخش فرمانتور، از هم جدا شده و نیز تولید محصول بخاطر این تنش کاهش پیدا کند به این حالت تنش برشی گویند. حساس بودن به تنش برشی باعث کاهش تولید محصول شده و باعث کاهش راندمان تولید می شود. در فرمانتورهای همزن دار، هنگام همزدن محیط کشت همراه میکروب، کف تولید می شود .
تولید کف باعث کاهش راندمان تولید ، امکان جزوه میکروبیولوژی صنعتی و ممانعت از رسیدن اکسیژن به تمام قسمتهای محیطکشت و میکروبها می شود. برخی میکروارگانیسم ها در حین تولید، باعث ایجاد کف بسیار بالا شده و در نتیجه باعث اختلال در تولید می شود .
آموزش میکروبیولوژی
میکرو ارگانیسم های ایمن
صنایع تخمیری برای انتخاب یک میکرو ارگانیسم صنعتی ، علاوه بر توانایی تولید موثر یک یا چند محصول در کنار رشد سریع و کاربرد مواد غذایی ارزان و در دسترس ، ترجیح می دهند تا از میکرو ارگانیسم های Generaly ( GRASrecognized as safe( یا ایمن استفاده کنند . به همین دلیل است که برای به کار بردن میکرو ارگانیسم های پاتوژن و یا
نژادهای دستکاری شده به لحاظ ژنتیکی یا Genetically manipulated microorganisms (GMM( باید بسیار احتیاط کرد . در جدول شماره 1 به مهمترین میکرو ارگانیسم هائی که به عنوان GRAS یاد می شود اشاره می کنیم.
نمونه هایی از انواع میکرو ارگانیسم های GRAS
میکرو ارگانیسم های ایمن ) GRAS(
قارچ های رشته ا ی مخمره ا باکتری ها
آسپرژیلوس نایجر کاندیدا یوتیلیس باسیلوس سوبتیلیس
آسپرژیلوس اریزا کلویورومایسس مارکسیانوس لاکتوباسیلوس بلگاریکوس
موکورژاوانیکوس لاکتیس کلویورومایسس لاکتی س لاکتوکوکوس
پنی سیلیوم راکفورتی ساکارومیسس سرویزبه لوکونوستوک ائنوس
ثبات ژنتیکی ، مشخص بودن مسیر بیو سنتزی محصول مورد نظر ، کم نیاز بودن ، سهولت جدا سازی میکرو ارگانیسم وفرآورده نهائی از محیط کشت تخمیر و تولید کم محصولات جانبی از دیگر ویژگی های مهم یک سویه ی صنعتی به شمار می روند و توانائی رشد میکرو ارگانیسم در شرایط پر تنش محیطی مانند گرما ، فشار اسمزی ، سرما و … در یک سویه مولد ، امتیاز بزرگی محسوب می شود .
کلیه مراحل تولید میکروبی هر نوع محصولی را به دو فاز فرآیندهای بالا دستی و پایین دستی تقسیم کرد. در فرآیندهای بالا دستی، کلیه مراحل و پیش زمینه های لازم برای عمل تخمیر از جمله غربالگری سویه مولد، انتخاب محیط مناسب رشدو تخمیر برای سویه ها و فراهم کردن دیگر شرایط لازم برای ارتقای تولید محصول باید رعایت شود.
گاهی محصولات میکروبی، متابولیت های اولیه هستند که در فاز لگاریتمی رشد میکرواورگانیس م تولید میشوند. در فاز سکون رشد نیز متابولیت ثانویه تولید می شود.
آموزش میکروبیولوژی صنعتی
صرف نظر از نوع تخمیر، می توان کلیه مراحل تولید میکروبی و فرآیند تخمیری هر نوع محصولی را به دو فاز فر آیندها ی بالا دستی و پایی ن دستی تقسیم کرد.
فر آیند بالا دس تی:
1. غربالگری سوی ه مولد: انتخاب میکروارگانیس م صنعتی ی ا توسعه میکروارگانیس م تا حصول میکروارگانیسم صنعت ی با روشهای مختل ف
2. انتخاب م حیط مناسب رشد و تخمیر برای سو یه ها: انتخاب م حیط کشت مناسب از نظر صنعتی، ارزان، فراوان و مناسب از نظر رشد و تولید محصو ل
3. تنظیم ترکیب م حیط کشت با توجه به وضعیت موجود برای مرحله ی توسعه مای هی تلقی ح و تخمیر اصل ی
4. استریل و سترون سازی م حیط کشت، تجهیزات ،لوازم کشت و هو ا
5. توسعه مای ه تلقی ح مناسب ) بهترین تعداد میکروارگانیسم در بهترین شر ایطش (
6. تامین تجهیزات و لوازم کل فرآیند
7. افزودن مایه تلقی ح )میکروارگا نیسم( به م حیط کشت استریل شد ه
پس از انجام عملیات بالا دس تی در ح ین فرآین د تولید محصول یا میکروارگانیسم، بای د شرایط زیر رع ایت شود:
– کنترل فرآیند در حی ن تخمیر
– حفظ وضعیت استریل در حی ن تخمیر
– تامین مواد افزود نی در حین تخمیر
– انتخاب زمان مناسب بر ای خاتمه تخمیر در وضعیت بست ه
فر آیند پایین دست ی
1. جداسا زی توده زیستس یا بیومس
2. تخریب دیواره سلول برا ی آزاد سازی محصولات درون سلولی و چسبیده به دیواره سلول ) در محصولات ترشح شده به خارج سلول این مرحله وجود ندارد(
3. تغلیظ محصول
4. کنترل کیفی و کمی محصول
5. بسته بند ی
6. استریل کردن پسماندها در صورت استفاده از ارگانیسم مهندسی شد ه
7. تصفیه
• کل فرآیندهای تخمیری به زبان ساده مرحله 1: نگهدار ی مای ه تلقی ح
نگهدار ی طولا نی مدت نژاده ای تولید، لازمه انجام یک فر ا یند تخمیری است. هدف اص لی ا ین مرحله، تنها به زنده ماندن و بقای میکروارگانیسم خلاصه نمی شود. میکروارگانیسمها را به آسانی می توان با انتقال دوره آ ی )کشت مکرر یا پاساژ دادن( زنده نگه داشت اما احتمال دارد میکروارگانیسم توانایی تول ید خود را از دست دهد و همچنین امکان جهش یا م.تاسیون نیز در آنها وجود دارد.
نژادهای تولید کننده را بای د از لحاظ اسنریل بودن و توانایی تولید محصول، کنترل نمود و سپس تا هنگام استفاده، نگهداری کرد. سه تکنیک زیر از متداول ترین روشهایی هستند که برای نگهدا ری میکروارگانیسم استفاده می¬شوند.
الف: نگهدا ری در درجه حرارت پایین )2-6 درجه سانتی گراد( ب: نگهدار ی بصورت منجمد) 20- تا 80- درجه سانتی گراد( ج: لیوفلیزه کردن )خشک کردن انجمادی( مرحله 2: رشد ما یه تلق ی ح
در ابتدا، کشت محافظت شده را در م حیط کشت مایع یا جامد کشت داده و فعال م ی شود. شرایط مورد استفاده در کشت دادن اولیه ) م حیط کشت، درجه حرارت انکوباسیون و .. ( به ونوع فر آیند بستگی دارد. برای رسیدن به اپتیمم یا مناسب ترن وضعیتمقدار تولید محصول مورد نظر در فرآیند تولید صنع تی، کشت مناسب و ص حی ح مایه تلقی ح بسیار حائز اهمیت است .
مرحله 3: کشت مقدما ت ی
به منظور به دست آوردن مای ه تلقی ح کافی برای یک فرمانتور بزرگ، با ید کشت مقدماتی انجام شود. اگر فرمانتور تولید با مقدار کم مایه تلقی ح شروع به کار کند، رشد به تاخیر افتاده و سرعت تولید محصول رضا یت بخش نخواهد بود .
مرحله 4: تخ می ر )تولید محصول(
بسته به نوع فرآیند تخمیری یا تولید محصول، فرمانتورهای ی با اندازه ه ای گوناگون مورد استفاده قرار میگیرند و بنابرا ین نمی توان الگ وی خاص و ک لی ارائه داد. بر ای تولید بای د پارامترهایی بهینه شوند که عبارتند از:
• ترکیب شیمیایی مواد سازنده م حیط، کیفیت منبع کربن، نسبت کربن به منبع نیتروژ ن و ناخالصیها
• میزان انحلال یا تعلیق پ ذیری اجزای تشکیل دهنده م حیط غذایی ، مقدار pH قبل و بعد از استریلیزاسیون، تاثیر استریلیزاسیون بر ر وی خود محلول غذایی و ی ا هر یک از اجزای آن. کنترل تغییرات پس از استریلیزاسیو ن پارامترهایی که در ط ی تخمیر بیشترین اهمیت را دارند عبارتند از: درجه حرارت، هواد هی ، فشار، همزدن، pH مرحله 5: مراحل پایین دستی ، تخلی ص و تغلی ظ محصو ل
پس از اتمام مراحل تخمیر، محصول مورد نظر بای د خالص شده و قابل استفاده باشد. در روشها ی پایین دست ی و مبحث بازیافت محصول به این مسئله پرداخته می شود.
❖ محیط کشت تخمیر و تولید
م حیط هایی که جهت کشت میکروارگانیسم ها، استفاده می شوند، باید تمام عناصر لازم بر ای سنتز مادۀ سلولی و تولید محصولات متابولیک را به شکل مناسبی دارا باشند. در تحقیقات آزمایشگا هی که با میکروارگانیس م ها انجام م ی شوند، بر ای تهیۀ م حیطها ی کشت، ممکن است از مواد شیمیایی خالص و معینی استفاده شود، اما در تخمیرهای صنعتی، اغلب به دلای لاقتصادی سوبستراها ی تقریباً نامعلومی مورد استفاده قرار می گیرند، در بسیا ری از موارد، ترکیبات تشکیل دهندۀ م حیط کشت، محصولات جانب ی سا یر صنای ع بوده، و از نظر ترک یب شیمیایی، تا حد زیادی ، متغیر می باشند، ا ین نوسانات بر ر وی رشد ارگانیسم و کنترل تخمیر، حائز اهمیت می باشند.
برا ی به دست آوردن حداکثر تولید، وجود یک م حیط کشت کاملاً متوازن، الزا می است. در صورت لزوم، ب ای د از مکمل عناصر اصل ی و ضرو ر ی نیز استفاده کرد. با استفاده از روشهای آمار ی و برنامه ه ای کامپیوتری، م ی توان م حیطه ای کشت را بهینه کرد.
ترکیب شیمیایی م حیطهای کشت، باید همواره منطبق بر نیازهای فرآیند تخمیر باشد. محموله ه ای جدی د یک سوبستر ا را باید قبل از استفاده در فرآیند تولید، در تخمیرهای آزمایشی به دقت مورد ارزیا بی قرار داد. علاوه بر بازده و میزان تولید محصول، میزان بازیافت محصول نیز با یستی در تخمیرهای آزمای شی مورد برر سی قرار گیرد.
در صورت ی که ممانعت کاتابولیت یا ممانعت فسفات را نتوان با بهینه کردن م حیط کشت غذایی و ی ا با اداره کردن مناسب فرآیند تخمیر )مثلاً میزان وارد کردن سوبسترا( حذف نمود، بایستی از موتانه ایی که در آنها مکانیسمهای تنظیمی مختل شده، به عنوان نژاد تولید کنند ه استفاده کرد.
علاوه بر ه زینۀ مواد و بازده محصول، باید در نظر که آیا مواد مورد استفاده، بدون آنکه هزینه ه ای جزوه میکروبیولوژی صنعتی و نقل بالای ی داشته باشند، به اندازۀ کاف ی و به سهولت در دسترس هستند، و آیا ناخالصیها مانع با زیافت محصول نخواهند شد ،یا هزینۀ استخراج را افزا یش نخواهند داد.
در اکثر فرآیندهای تخمیر در صنعت ، مراحل مختلفی وجود دارد که هر یک محیط کشت ویژه ای نیاز دارند . این مراحل شامل تکثیر مایه ی میکروبی ) کشت استارتر ( ، تخمیر در ابعاد نیمه صنعتی و تولید فراورده های نهائی در مقیاس صنعتی است . در مواردی که محصول مورد نظر متابولیت اولیه یا زیست توده می باشد ، باید از محیط های کشتی بهره برد که موجب رشد بهینه ی میکرو ارگانیسم شود و چنانچه فرآورده ی نهائی، بخشی از متابولیت ثانویه میکروبی است باید از محیطی استفاده کرد دانلود کامل ترین جزوه شده تحقیقات بازاریابی یک دوره مقدماتی رشد سلولی را فراهم کرده و بعد از آن شرایط مناسب را برای تولید متابولیت ثانویه ایجاد کند، چرا که تولید این محصولات وابسته به رشد نیست. در این حالت با کاهش یک یا چند ماده غذائی، رشد رامتوقف می کنند .
نیازهای عمومی برای انجام فرآیند تخمیر: منابع کربن ، نیتروژن ، فسفر و گوگرد ، برخی عناصر نادر و کمیاب ، گاهی ویتامین هایی مثل بیوتین و ریبوفلاوین ، بافرها و یا عوامل کنترل کننده pH و ضد کف می باشند .
منابع کربن:
کربوهیدرات ها مهم ترین منابع کربن و انرژی جهت انجام تخمیرهای میکروبی هستند ، البته گاهی الکل ها ، آلکان ها و اسیدهای آلی و در مواردی چربی های حیوانی و روغن های گیاهی به عنوان مکمل منبع اصلی کربن اضافه می شود.
– ملاس ، شربت سیاهرنگ و چسبناکی است که محصول فرعی تولید قند از چغندر و نیشکر به شمار آمده و متداول ترین و در عین حال ارزان ترین منبع ساکارز است . هسدرول ملاس ، منبع کربن دیگری است که محصول جانبی فرآوری نشاسته ی ذرت بوده و عمدتاً حاوی گلوگز می باشد.
– در ساختار عصاره مالت حدود 90% کربوهیدرات وجود دارد که بخش عمده آن دی ساکاریدها به خصوص مالتوز می باشد . این عصاره که از جو تهیه می شود، منبع کربن مناسبی جهت رشد قارچ های رشته ای، مخمرها و اکتینومیستها می باشد . عصاره مالت مانند ملاس حاوی درصد کمی مواد نیتروژن دار ، برخی ویتامین ها و مواد معدنی است.
نمودار میکروبیولوژی
– نشاسته و دكسترين هم می توانند گاهی به عنوان منبع کربن بخصوص در مورد قارچ های رشته ای به کار روند ، البته معمولاً از نشاسته ، شربت قند که عمدتاً حاوی گلوگز بوده تهیه می کنند و سپس آن را مورد استفاده قرار می دهند . نشاسته مهمترین پلی ساکارید است که از نظر بیولوژیک و صنعتی، ارزان و در دسترس است اما در آب حلالیت کی دارد که در موقع صاف کردن ایجاد مشکل میکند.
– ضایعات حاوی قندی که از کارخانجات تولید خمیر کاغذ تهیه می شود و حاوی دی اکسید سولفور می باشد ، پس از انجام پاره ای تغییرات ، تحت عنوان ليكور ضایعات سولفیت جهت کشت مخمرها به کار می رود.
– ليگنوسلولز موجود در دیواره سلولی گیاهان که از سه پلیمر سلولز، همی سلولز و لیگنین تشکیل شده است، توسط – — – -/
فهرست مطالب