جزوه رنگی و تایپ شده کنترل اماری فرایند
مهندسی صنایع دانشگاه پیام نور هاجر کاظمنژادفرد استخدامی حمید ودایع خیری دانشگاه علمی کاربردی محمد خانجانی دانشگاه آزاد کاردانی
[1] [2] : [3] &&() () [4] [5]
«» «»
: ()
(” ” (ً ) فرآیند طبیعی است (” متداول”منابع تنوع”؛ این فرآیندها را او به عنوان تحت کنترل (آماری) توصیف کرد . سایر فرآیندها علاوه بر این تغییراتی را نشان می دهند که در سیستم علّی فرآیند همیشه وجود ندارد ( منابع تغییرات ” ویژه “)، که شوهارت آن را چنین توصیف کرد. تحت کنترل نیست . [6]
کاربرد در فرآیندهای غیر تولیدی
کنترل فرآیند آماری برای جزوه کنترل اماری فرایند از هر فرآیند تکراری مناسب است و در بسیاری از تنظیمات که برای مثال از سیستمهای مدیریت کیفیت ISO 9000 استفاده میشود، از جمله حسابرسی مالی و حسابداری، عملیات فناوری اطلاعات، فرآیندهای مراقبتهای بهداشتی، و فرآیندهای اداری مانند ترتیب وام و مدیریت، صورتحساب مشتری و غیره. علیرغم انتقاد از استفاده از آن در طراحی و توسعه، مدیریت داده نیمه خودکار عملیات پردازش داده با حجم بالا، به عنوان مثال در انبار دادههای سازمانی، یا مدیریت کیفیت دادههای سازمانی، در موقعیت خوبی قرار دارد. سیستم. [7]
در مدل بلوغ قابلیت (CMM) در سال 1988 موسسه مهندسی نرم افزار پیشنهاد کرد که SPC می تواند در فرآیندهای مهندسی نرم افزار اعمال شود. رویههای سطح 4 و سطح 5 ادغام مدل بلوغ قابلیت ( CMMI ) از این مفهوم استفاده میکنند.
استفاده از SPC برای فرآیندهای غیر تکراری و دانش فشرده، مانند تحقیق و توسعه یا مهندسی سیستم ها، با تردید مواجه شده است و بحث برانگیز است. [8] [9] [10]
دانلود رایگان جزوه کنترل اماری فرایند خلاصه کتاب پی دی اف
در No Silver Bullet ، فرد بروکس اشاره می کند که پیچیدگی، الزامات انطباق، تغییرپذیری و نامرئی بودن نرم افزار [11] [12] منجر به تغییرات ذاتی و اساسی می شود که قابل حذف نیست. این نشان میدهد که SPC در توسعه نرمافزار نسبت به تولید، کمتر مؤثر است.
تنوع در تولید
در تولید، کیفیت به عنوان انطباق با مشخصات تعریف می شود. با این حال، هیچ دو محصول یا ویژگی هرگز دقیقاً یکسان نیستند، زیرا هر فرآیندی حاوی منابع بسیاری از تنوع است. در تولید انبوه، به طور سنتی، کیفیت یک محصول نهایی با بازرسی پس از ساخت محصول تضمین می شود. هر مقاله (یا نمونه ای از مقالات از یک قطعه تولیدی) ممکن است بر اساس میزان مطابقت با مشخصات طراحی آن پذیرفته یا رد شود ، SPC از ابزارهای آماری برای مشاهده عملکرد فرآیند تولید استفاده می کند تا تغییرات قابل توجه را قبل از اینکه منجر به تولید یک مقاله غیر استاندارد هر منبع تغییر در هر نقطه از یک فرآیند در یکی از دو کلاس قرار می گیرد.
کنترل اماری فرایند
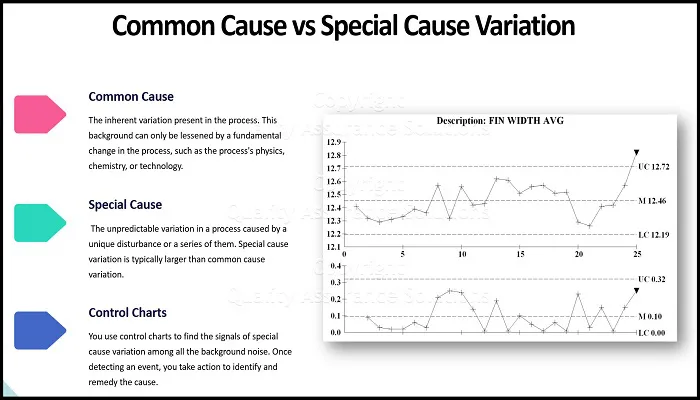
(1) علل مشترک
علل «متداول» گاهی اوقات به عنوان منابع تغییرات «غیرقابل انتساب» یا «عادی» نامیده می شود. این به هر منبعی از تغییرات اشاره دارد که به طور مداوم بر روی فرآیند تأثیر می گذارد، که معمولاً تعداد زیادی از آنها وجود دارد. این نوع علل در مجموع یک توزیع آماری پایدار و قابل تکرار در طول زمان ایجاد می کنند.
(2) علل خاص
علل “ویژه” گاهی اوقات به عنوان منابع “تخصیص پذیر” از تغییرات نامیده می شود. این اصطلاح به هر عا جزوه کنترل اماری فرایند لی اطلاق میشود که باعث تغییر میشود و تنها بر بخشی از خروجی فرآیند تأثیر میگذارد. آنها اغلب متناوب و غیرقابل پیش بینی هستند.
بیشتر فرآیندها منابع گوناگونی دارند. اکثر آنها جزئی هستند و ممکن است نادیده گرفته شوند. اگر منابع غالب تغییرات قابل تخصیص شناسایی شوند، به طور بالقوه می توان آنها را شناسایی و حذف کرد. هنگامی که آنها حذف می شوند، گفته می شود که فرآیند “پایدار” است. هنگامی که یک فرآیند پایدار است، تغییرات آن باید در محدوده شناخته شده ای از محدودیت ها باقی بماند. یعنی حداقل تا زمانی که منبع تغییر قابل تخصیص دیگری رخ دهد.
به عنوان مثال، ممکن است یک خط بسته بندی غلات صبحانه برای پر کردن هر جعبه غلات با 500 گرم غلات طراحی شود. برخی از جعبه ها کمی بیشتر از 500 گرم و برخی کمی کمتر خواهند داشت. هنگامی که وزن بسته اندازه گیری می شود، داده ها توزیع وزن خالص را نشان می دهند.
اگر فرآیند تولید، ورودیهای آن یا محیط آن (مثلاً ماشین روی خط) تغییر کند، توزیع دادهها تغییر خواهد کرد. به عنوان مثال، با فرسودگی بادامک ها و قرقره های ماشین آلات، دستگاه پرکن غلات ممکن است بیش از مقدار مشخص شده غلات را در هر جعبه قرار دهد. اگرچه این ممکن است به نفع مشتری باشد، اما از نظر تولید کننده، هدر رفته و هزینه تولید را افزایش می دهد. اگر سازنده به موقع تغییر و منبع آن را پیدا کند، می توان تغییر را اصلاح کرد (مثلاً بادامک ها و قرقره ها را تعویض کرد).
از منظر SPC، اگر وزن هر جعبه غلات به طور تصادفی تغییر کند، برخی بالاتر و برخی کمتر، همیشه در محدوده قابل قبولی باشد، آنگاه این فرآیند پایدار در نظر گرفته می شود. اگر بادامک ها و قرقره های ماشین آلات شروع به فرسودگی کنند، وزن جعبه غلات ممکن است تصادفی نباشد. عملکرد ضعیف بادامک ها و قرقره ها ممکن است منجر به یک الگوی خطی غیر تصادفی افزایش وزن جعبه غلات شود. ما این را تغییر علت رایج می نامیم. با این حال، اگر همه جعبههای غلات بهدلیل نقص غیرمنتظره بادامکها و قرقرهها، ناگهان وزنشان خیلی بیشتر از حد متوسط باشد، این یک تغییر علت خاص در نظر گرفته میشود.
برنامه کاربردی
کاربرد SPC شامل سه مرحله اصلی فعالیت است:
درک فرآیند و محدودیت های مشخصات.
حذف منابع قابل تخصیص (ویژه) تنوع، به طوری که فرآیند پایدار باشد.
نظارت بر فرآیند تولید در حال جزوه کنترل اماری فرایند، با استفاده از نمودارهای کنترلی، برای تشخیص تغییرات قابل توجه میانگین یا تغییرات.
کنترل نمودارها
داده های حاصل از اندازه گیری تغییرات در نقاط روی نقشه فرآیند با استفاده از نمودارهای کنترلی نظارت می شود . نمودارهای کنترل تلاش می کنند تا منابع تغییرات “قابل تخصیص” (“ویژه”) را از منابع “متداول” متمایز کنند. منابع «متداول»، به دلیل اینکه بخشی مورد انتظار از فرآیند هستند، نسبت به منابع «قابل تخصیص» اهمیت کمتری برای سازنده دارند. استفاده از نمودارهای کنترلی یک فعالیت مستمر است که در طول زمان ادامه دارد.
فرآیند پایدار
هنگامی که فرآیند هیچ یک از “قوانین تشخیص” نمودار کنترل را برای نمودار کنترل فعال نمی کند، گفته می شود که “پایدار” است. تجزیه و تحلیل قابلیت فرآیند ممکن است بر روی یک فرآیند پایدار برای پیش بینی توانایی فرآیند برای تولید “محصول منطبق” در آینده انجام شود.
یک فرآیند پایدار را می توان با امضای فرآیندی که فاقد واریانس خارج از شاخص قابلیت است نشان داد. امضای فرآیند، نقاط رسم شده در مقایسه با شاخص قابلیت است.
خلاصه کتاب رایگان جزوه کنترل اماری فرایند
تغییرات بیش از حد
هنگامی که فرآیند هر یک از نمودار کنترل “قوانین تشخیص” را نمونه سوالات تحلیل اماری می کند (یا به طور متناوب، قابلیت فرآیند کم است)، ممکن است فعالیت های دیگری برای شناسایی منبع تغییرات بیش از حد انجام شود. ابزارهای مورد استفاده در این فعالیت های اضافی عبارتند از: نمودار ایشیکاوا ، آزمایش های طراحی شده و نمودارهای پارتو . آزمایشهای طراحیشده وسیلهای برای کمیسازی عینی اهمیت (قدرت) نسبی منابع تنوع هستند. هنگامی که منابع تغییرات (علت خاص) شناسایی شدند، می توان آنها را به حداقل رساند یا حذف کرد. مراحل حذف یک منبع تغییرات ممکن است شامل موارد زیر باشد: توسعه استانداردها، آموزش کارکنان، تصحیح خطا، و تغییرات در خود فرآیند یا ورودی های آن.
معیارهای ثبات فرآیند
هنگام نظارت بر بسیاری از فرآیندها با نمودارهای کنترلی، گاهی اوقات محاسبه معیارهای کمی پایداری فرآیندها مفید است. سپس می توان از این معیارها برای شناسایی/اولویت بندی فرآیندهایی که بیشتر به اقدامات اصلاحی نیاز دارند استفاده کرد. این معیارها همچنین می توانند به عنوان مکمل معیارهای سنتی قابلیت فرآیند در نظر گرفته شوند . چندین معیار پیشنهاد شده است، همانطور که در رامیرز و رانگر توضیح داده شده است. [13] آنها (1) نسبت پایداری هستند که تغییرپذیری بلندمدت را با تغییرپذیری کوتاهمدت مقایسه میکند، (2) یک آزمون ANOVA که تغییرات درون زیرگروه را با تغییرات بین زیرگروه مقایسه میکند، و (3) نسبت ناپایداری که تعداد زیرگروه هایی را که دارای یک یا چند تخلف از قوانین وسترن الکتریک هستند مقایسه می کند.به تعداد کل زیر گروه ها
ریاضیات نمودارهای کنترل
نمودارهای کنترل دیجیتال از قوانین مبتنی بر منطق استفاده می کنند که «مقادیر مشتق شده» را تعیین می کند که نیاز به اصلاح را نشان می دهد. مثلا،
و کنترل یک فرآیند است. این یک روش بصری علمی برای نظارت، کنترل و بهبود فرآیند با حذف تغییرات علت خاص در یک فرآیند است.
تاریخچه کنترل فرآیند آماری (SPC)
اگرچه SPC از سال 1980 به طور مؤثر در صنایع غربی مورد استفاده قرار گرفت، جزوه کنترل اماری فرایند در دهه بیست در آمریکا شروع به کار کرد. والتر آ شوهارت ، نمودار کنترل و این مفهوم را که یک فرآیند می تواند در کنترل آماری باشد را در سال 1924 در آزمایشگاه تلفن بل، ایالات متحده توسعه داد. مفاهیم SPC در فلسفه مدیریت توسط دکتر WE Deming درست قبل از جنگ جهانی دوم گنجانده شده است. با این حال، SPC پس از اجرای این مفاهیم و رقابت با صنایع غربی توسط صنایع ژاپنی به شهرت رسید.
معنی SPC
آمار : آمار علمی است که با جمعآوری، جمعبندی، تجزیه و تحلیل و استخراج اطلاعات از دادهها سروکار دارد.
فرآیند: منابع ورودی را با ترکیبی از افراد، مواد، روش ها، ماشین آلات و اندازه گیری ها به خروجی مورد نظر (کالا یا خدمات) تبدیل می کند.
کنترل: سیستم، سیاستها و رویههای موجود، خروجی کلی نیاز را برآورده میکند.
چرا از کنترل فرآیند آماری استفاده کنیم؟
امروزه شرکت ها با رقابت فزاینده و همچنین هزینه های عملیاتی از جمله مواد خام به طور مداوم در حال افزایش هستند. بنابراین برای سازمانها سودمند است که بر عملکرد خود کنترل داشته باشند.
سازمان ها باید برای بهبود مستمر کیفیت، کارایی و کاهش هزینه تلاش کنند. بسیاری از سازمان ها هنوز پس از تولید بازرسی را برای مسائل مربوط به کیفیت دنبال می کنند.
SPC به شرکت ها کمک می کند تا به جای کنترل کیفیت مبتنی بر تشخیص، به سمت کنترل کیفیت مبتنی بر پیشگیری حرکت کنند. با نظارت بر نمودارهای SPC، سازمان ها به راحتی می توانند رفتار فرآیند را پیش بینی کنند.
مزایای کنترل فرآیند آماری
ضایعات و کار مجدد را کاهش دهید
افزایش بهره وری
بهبود کیفیت کلی
تطبیق قابلیت فرآیند با نیاز محصول
نظارت مستمر بر فرآیند تا حفظ کنترل
ارائه داده هایی برای حمایت از تصمیم گیری
فرآیند را ساده کنید
افزایش قابلیت اطمینان محصول
فرصتی برای بهبود در سطح شرکت
هدف کنترل فرآیند آماری
SPC بر بهینه سازی بهبود مستمر با استفاده از ابزارهای آماری برای تجزیه و تحلیل داده ها، استنتاج در مورد رفتار فرآیند و سپس تصمیم گیری مناسب تمرکز می کند.
فرض اصلی SPC این است که همه فرآیندها در معرض تغییر هستند. تنوع نحوه پخش داده ها در اطراف گرایش مرکزی را اندازه گیری می کند. علاوه بر این، تنوع ممکن است به عنوان یکی از دو نوع، تغییرات علت تصادفی یا تصادفی و تغییرات علت قابل انتساب طبقهبندی شود.
علت مشترک: علت تغییر در فرآیند به دلیل شانس است، اما قابل انتساب به هیچ عاملی نیست. این تنوعی است که در فرآیند ذاتی است. فرآیند تحت تأثیر علت مشترک همیشه پایدار و قابل پیش بینی خواهد بود.
علت قابل تخصیص: به آن «علت خاص» نیز میگویند. بنابراین، تنوع در فرآیندی که ناشی از شانس نیست، قابل شناسایی و حذف است. فرآیند تحت تأثیر علت خاص پایدار و قابل پیش بینی نخواهد بود.
کنترل فرآیند آماری (SPC)
نحوه اجرای SPC
1. شناسایی فرآیندها: فرآیند کلیدی را که بر خروجی محصول تأثیر می گذارد یا فرآیندی که برای مشتری بسیار حیاتی است، شناسایی کنید. به عنوان مثال، ضخامت صفحه بر عملکرد محصول در یک شرکت تولیدی تأثیر می گذارد، سپس فرآیند تولید صفحه را در نظر بگیرید.
2. تعیین ویژگی های قابل اندازه جزوه کنترل اماری فرایند فرآیند: مشخص کردن ویژگی هایی که باید در طول تولید اندازه گیری شوند. از مثال بالا، ضخامت صفحه را به عنوان یک ویژگی قابل اندازه گیری در نظر بگیرید.
3. روش اندازه گیری را تعیین کنید و همچنین R&R Gage را انجام دهید : دستورالعمل ها یا روش های کاری روش اندازه گیری از جمله ابزار اندازه گیری را ایجاد کنید. به عنوان مثال، ضخامت سنج را برای اندازه گیری ضخامت و ایجاد یک روش اندازه گیری مناسب در نظر بگیرید. تکرارپذیری و تکرارپذیری Gage (Gage R & R) را برای تعیین میزان تغییرات در داده های اندازه گیری به دلیل سیستم اندازه گیری انجام دهید.
4. تدوین استراتژی زیرگروه و طرح نمونه گیری: اندازه زیرگروه را بر اساس بحرانی بودن محصول تعیین کنیدو اندازه و فراوانی نمونه برداری را تعیین کنید. به عنوان مثال 20 مجموعه ضخامت صفحه را در یک توالی زمانی با اندازه زیرگروه 4 جمع آوری کنید.
5. جمع آوری داده ها و نمودار SPC نمودار: داده ها را بر اساس حجم نمونه جمع آوری کنید و نمودار SPC مناسب را بر اساس نوع داده (پیوسته ) -: () () : : () () ً : () () () : ؟
فهرست مطالب